- Food waste depackaging machines can extract organic material from its packaging to create a clean organic slurry. This slurry is perfect for anaerobic digestion, composting, or biogas production, and it prevents valuable resources from ending up in a landfill.
- The ideal output from food waste recycling equipment is clean, low-moisture organic pulp. The moisture content of the pulp can directly affect its value as a feedstock for biogas plants and composting facilities.
- Contamination, such as microplastics and PFAS chemicals from packaging, is the biggest challenge in processing food waste. Modern equipment is being designed specifically to address this issue.
- MRFs and ERFs are crucial for diverting packaged food waste from landfill and energy-from-waste incineration, but they need to have the right processing technology.
- The choice of equipment depends on the daily waste volume, the quality targets for the output, and energy constraints. There is no one-size-fits-all solution, and making the wrong choice can jeopardize an entire organics recovery program.
Most food waste is wasted — it goes directly to landfill or incineration, even though the right equipment could turn it into energy, compost, or clean organic feedstock.
Material Recovery Facilities (MRFs) and Energy Recovery Facilities (ERFs) have a unique opportunity to intercept food waste before it becomes a problem. However, to do this effectively, they need specific food waste recycling equipment that can manage the complexity of mixed, packaged organic streams. VDRS specializes in this type of organics processing infrastructure, offering depackaging and separation systems that recover high-quality organic pulp from even the most contaminated food waste streams.
MRFs and ERFs Can Actually Solve the Significant Issue of Food Waste
It’s shocking to see the extent of the food waste problem. Organic waste is produced at every stage of the supply chain, from supermarkets and food manufacturers to restaurants and municipal collection routes. Much of it arrives at processing facilities still inside its original packaging — canned goods, vacuum-sealed bags, plastic tubs, glass jars — making recovery difficult without the right equipment.
![]()
“Puente Hills MRF and Organics” from www.jrma.com and used with no modifications.
The Problem with Food Waste Disposal
At the heart of the matter is infrastructure. When organic waste is mixed with packaging, most facilities are not equipped to separate the two efficiently. The end result is that perfectly recyclable organic material ends up in landfills or incinerators along with its packaging. This is not just a failure in terms of the environment, but also economically. Organic material that could be used to produce biogas or be composted into a valuable soil amendment instead becomes a problem, contributing to methane emissions at landfill sites and wasting energy that is already embedded.
How we sort our waste is also a factor. People and businesses often throw away food waste that’s still in its packaging into general waste instead of organic waste, which makes it hard to separate the waste at its source. The facilities that process the waste then have to deal with whatever they get — and if they don’t have the right equipment, they can’t cleanly separate the organic waste.

“Food loss and waste – Wikipedia” from en.wikipedia.org and used with no modifications.
The Function of MRFs and ERFs in Organic Waste Retrieval
MRFs are intended to sort mixed recyclables, but they are also being increasingly designed to manage organic fractions. ERFs, which process residual waste for energy recovery, also profit from removing high-moisture organic content before combustion — wet food waste lowers the calorific value of the waste stream and raises processing costs. By incorporating food waste recycling equipment into these facilities, operators can divert organic material to more valuable end uses while enhancing the performance of the overall facility.
The potential is enormous. If organic pulp is recovered cleanly and efficiently, it turns into a high-quality feedstock for anaerobic digestion (AD) plants that produce biogas and digestate. This closed-loop result – food waste in, renewable energy out – is exactly what today’s waste infrastructure should be accomplishing.
Understanding the Workings of Food Waste Recycling Equipment
While the primary task of food waste recycling equipment is to separate organic matter from other substances, the process is far from simple. It involves several stages of mechanical processing, size reduction, liquid-solid separation, and contaminant removal, making it a highly complex procedure.
It’s not just about separating — it’s about separating cleanly. Organic pulp with bits of plastic film, metal foil, or glass can’t just be dumped into an AD plant or composting system without causing big problems downstream. Each piece of equipment is designed with the quality of the output in mind, using advanced optical depackaging to improve sorting accuracy.
Organic Separation from Packaging Using Mechanical Means
The process is based on mechanical separation. A combination of shear force, compression, and controlled agitation is used by machines to break packaging and release the organic content. The separation chamber’s physical design, which includes rotor speed, screen aperture size, and internal geometry, determines the efficiency of organic release and the amount of packaging contamination that passes into the output stream.
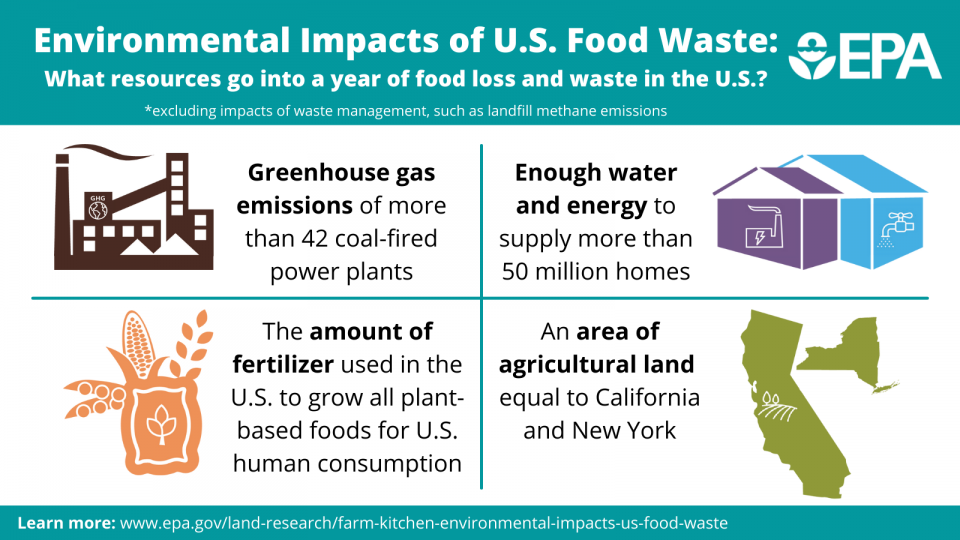
“Food Waste …” from www.epa.gov and used with no modifications.
The Functioning of Depackaging Machines
Depackaging machines take in large quantities of mixed food waste, such as expired supermarket products, off-spec items from food manufacturers, or source-separated organics gathered from hospitality businesses, and process it either continuously or in batches. The machine cracks open the packaging using mechanical action and then employs a perforated screen to let the organic fraction pass through while keeping the packaging material intact.
Depending on the design of the machine and the moisture content of the input material, the organic fraction exits as a slurry or semi-solid pulp. Advanced systems can further process this output to reduce moisture and remove residual contaminants before it leaves the facility. Some systems are designed to operate without adding water, producing two distinct output streams directly: clean organic matter and empty, recyclable packaging.
Case Study: SMICON Depackaging Line
Food waste in bulk packaging is loaded into an in-ground feed bunker that can hold up to 50 cubic yards. A food waste collection truck can back up and dump directly into the bunker. The material then goes through the depackaging unit, which separates organic slurry from packaging. The remaining packaging is pressed to recover any residual organics, minimizing product loss. The result is a homogeneous organic pulp ready for anaerobic digestion or composting, with the packaging fraction baled for separate recycling.
This type of comprehensive approach — bulk intake, mechanical depackaging, pressing, and output segregation — is the current standard for high-throughput food waste processing at MRFs and ERFs.
Pre-Treatment Steps: Grinding and Pulping
Grinding and pulping equipment is typically used either before or after depackaging to homogenise the organic stream and reduce particle size. The efficiency of downstream processes such as anaerobic digestion is improved by smaller, more uniform particle sizes because the surface area directly affects the yield of biogas. Pulping also helps to release moisture that is bound within the cellular structures of food material. This can be particularly important when dealing with drier input streams like bread, confectionery, or dry pet food.
Preventing Microplastics Generation
Microplastics generation is a crucial, yet often overlooked, aspect of designing food waste recycling equipment. The risk lies in the processing stage, where the mechanical action can be so aggressive that it shreds the packaging instead of cleanly rupturing it. This can break down plastic films and flexible packaging into particles small enough to pass through output screens, contaminating the organic pulp. Microplastics are nearly impossible to remove once they’ve entered the organic fraction, and they can survive composting or digestion processes. This means they can ultimately end up in soil or water.
More and more, equipment makers are concentrating on rotor geometry, screen design, and processing speed as elements that can be fine-tuned to cleanly break packaging without shattering it. The difference between opening packaging and shredding it is key to generating a clean organic output stream.
Rising Worries About PFAS and Other Persistent Chemicals in Packaging Materials
PFAS (per- and polyfluoroalkyl substances) are becoming a significant issue in food waste treatment. These chemicals are used in food-contact packaging — such as grease-resistant paper, some flexible films, and coatings on cardboard — and they do not degrade during composting or anaerobic digestion. If fragments of PFAS-containing packaging end up in organic pulp, they can pollute digestate and compost, creating liability problems for end users and raising doubts about the safety of applying these materials to agricultural land. Facilities that process food waste need to understand their input streams and collaborate with equipment suppliers to reduce the risk of packaging carryover into the organic fraction.
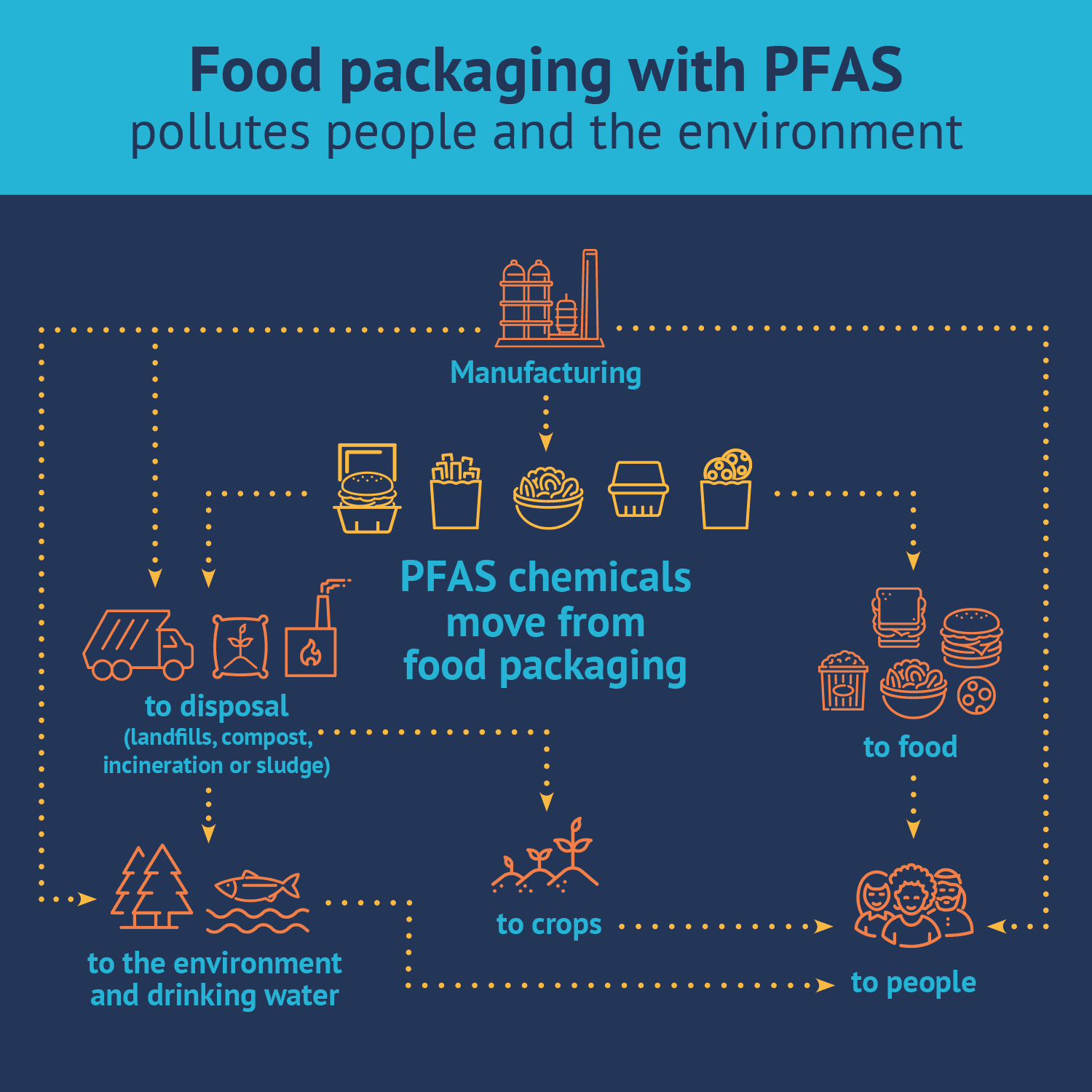
“Get the Facts: PFAS in food packaging …” from toxicfreefuture.org and used with no modifications.
What You Can Do With Clean, Low Moisture Organic Pulp
Clean, low-moisture organic pulp has many uses. Its most common use is in anaerobic digestion, where it is a high-quality feedstock for biogas production. However, it is also used in composting operations, where its lower moisture content makes it easier to manage windrow conditions and reduces the risk of anaerobic pockets forming in compost piles. In some markets, high-quality organic pulp is being considered as a feedstock for insect farming operations, where black soldier fly larvae convert organic material into protein-rich biomass.
The main idea is that the amount of moisture in the pulp dictates which of these routes can be taken. Pulp with too much moisture might not be suitable for composting unless it is mixed with a dry amendment material. Pulp that has been properly dewatered provides more possibilities and is more economically viable across all end-use routes.
Advantages and Example System of the Drycake Twister Depackaging Separator with Seditank
The Drycake Twister is a custom-built depackaging and separation system created to produce two clean output streams without the need for water — a significant operational advantage over wet-process systems. Packaged food waste is fed into the machine and processed through a combination of controlled mechanical action and screen separation. The result is two distinct streams: a clean organic fraction free of packaging scraps, and empty packaging material free of organic residue. The integrated Seditank settling system further refines the organic fraction by allowing heavier contaminants — glass fragments, dense plastics, grit — to settle out before the pulp moves to the next stage of processing. The result is an organic output that is consistently clean enough to be accepted directly by anaerobic digestion facilities without additional treatment, reducing processing costs and improving throughput reliability for MRF and ERF operators.
Crucial Machinery in MRFs and ERFs for Processing Food Waste
It’s important to note that not one machine can handle the whole food waste recycling process. A full processing line at a MRF or ERF usually combines various types of machinery, each with a specific role in the sequence of separating, reducing size, dewatering, and removing contaminants. Knowing what each machine does — and how they work in harmony — is crucial for facility operators when they’re assessing system configurations. For more information on equipment, check out Scott Equipment Company.
Unpacking Systems
Unpacking systems are the initial step for mixed packaged food waste and the most crucial equipment in the line. They decide how effectively organic material is extracted from its packaging and how much contamination is transferred to the organic output stream. The key performance variables are throughput capacity (measured in tonnes per hour), screen aperture size, rotor design, and the machine’s capacity to process a variety of packaging formats — from rigid plastic tubs to flexible multilayer films to glass and metal containers. For more insights, explore why depackaging is important in waste management.
Top-tier depackaging systems are built to open packaging rather than tear it apart, maintaining the packaging’s integrity as much as possible to avoid creating microplastics. The most effective systems available can handle a wide range of input streams, which is a realistic expectation of what most MRFs receive, without the need for a lot of pre-sorting. This flexibility in the feed is a huge operational benefit, especially for facilities that manage municipal food waste collections, where the composition of the input changes from week to week. For more information on effective systems, check out Scott Equipment Company’s depackaging systems.
Equipment for Dewatering and Pressing
Comparing Dewatering Equipment: Common Tech Used in Food Waste Processing Lines
Type of Equipment Principle of Operation Best Suited For Main Advantage Press, Screw Type Compression that is continuous along a screw that is helical Dewatering of organic slurry that is high-volume Low energy, operation that is continuous Press, Belt Type Pressure that is mechanical between two belts that are moving Streams of input that are high-moisture High throughput, pressure that is adjustable Centrifuge Rotation at high-speed to separate liquids from solids Polishing of slurry that has fine particles Output that has very low residual moisture Press, Packaging Type Compression of fraction that is separated packaging Recovery of residual organics from packaging Minimizes loss of organics in waste stream
The quality of organic pulp is finalised during dewatering. After depackaging, the fraction that is organic typically carries significant moisture — both from the material of the food itself and from any water used during the process of separation. A press of the screw type is the most common technology for dewatering in processing lines of food waste, using compression that is mechanical and continuous compression to drive liquid out of the fraction that is solid. The liquid that is pressed, or centrate, is typically sent to treatment of effluent or, in some configurations, recirculated back into the process.
Packaging presses play a supportive role. Once the organic portion has been separated, the leftover packaging material still contains a large amount of organic residue on its surfaces or caught within folds and seams. Pressing this packaging portion recovers more organics that would otherwise be lost in the waste stream — a crucial efficiency step in high-value processing operations where reducing organic loss directly impacts revenue from gate fees and output sales.
Depending on the moisture content of the input, the target moisture specification of the output, the available space, and the energy budget, the choice of dewatering technologies may vary. Screw presses are often the preferred choice due to their simplicity and low maintenance requirements. However, for operations where the output quality specifications are very strict, centrifuges may be a better choice because they provide tighter control over moisture.
Technology for Screening and Removing Contaminants
Despite the processes of depackaging and pressing, organic pulp might still have minute contaminants such as small plastic pieces, slivers of glass, bone fragments, or grit. These contaminants must be removed before the material is deemed acceptable for end users. At this point, trommel screens, vibrating flat-deck screens, and density separation equipment are all employed. The Seditank system, for instance, uses gravitational settling to separate dense contaminants from the organic slurry within a controlled liquid environment. This results in a cleaner output without the energy expense of centrifugal separation.
Integrating Conveyors and Material Handling
When it comes to food waste processing lines, conveyors play a critical role. They’re responsible for transporting material from one processing stage to the next, managing the surge in volume during peak intake times, and allowing the layout of the facility to be designed around the available building space, rather than being determined by the fixed positions of equipment. In food waste applications, it’s important to choose a conveyor that can withstand the highly abrasive and corrosive nature of organic waste, especially waste that has been partially liquefied during the depackaging process.
Choosing the Right Conveyor for Your Food Waste Processing Plant
Conveyor Type Best Used For Main Benefit Drag chain conveyor Moving unpacked organics in bulk Effectively handles abrasive, wet material Screw conveyor Enclosed transfer of slurry or pulp Prevents release of odors during transfer Belt conveyor Moving post-separation packaging fractions Lower cost, easy access for maintenance Pump and pipeline Transferring liquid organic slurry Eliminates the need for mechanical handling of wet fractions
Odour control is a key factor when integrating conveyors for food waste handling. In enclosed facilities, open belt conveyors can become major sources of odour, especially during warm weather when organic material begins to decompose quickly. For the most odour-sensitive parts of a processing line, such as the area between the depackaging output and the dewatering stage, enclosed screw conveyors or fully sealed pipeline transfer systems are often chosen.
By integrating with facility-wide control systems, which include weight monitoring, throughput tracking, and automated feed rate control, we can add another layer of operational value. Modern processing lines are increasingly incorporating sensor-based monitoring that can adjust machine parameters in real time based on input material characteristics. This reduces operator intervention and improves output consistency across variable input streams.
The Role of Organic Pulp in Biogas Plants
Food waste recycling equipment produces clean organic pulp, which is primarily used in anaerobic digestion plants. The quality of the pulp directly affects the digestion process and its performance. However, AD operators don’t just accept any organic material that comes their way. They have specific requirements for the feedstock, including its moisture content, contamination levels, particle size, and biochemical composition. These factors determine whether the pulp will be accepted and the price it will fetch.
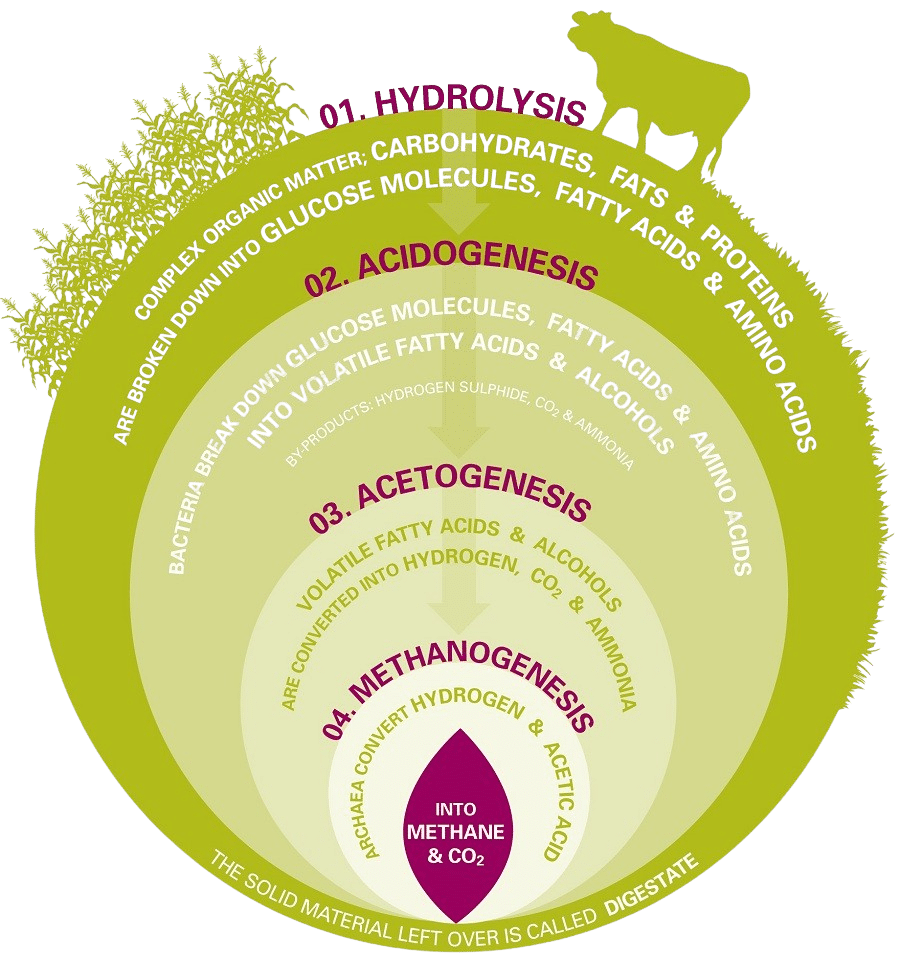
“The AD process | ADBA | Anaerobic …” from adbioresources.org and used with no modifications.
Organic Pulp in Anaerobic Digestion Systems
Anaerobic digestion plants work by breaking down organic material using microorganisms, but without the presence of oxygen. This process creates biogas, which is a combination of methane and carbon dioxide, and digestate, which is a nutrient-rich residue that can be liquid or solid. The efficiency of this process depends heavily on the quality of the feedstock. If the organic pulp is free of physical contaminants, has been homogenized to a consistent particle size, and contains a high proportion of readily biodegradable material, it will generate more biogas per tonne than feedstock that is poorly processed or contaminated.
Grinding and pulping equipment used upstream are responsible for reducing particle size, which in turn increases the surface area that microbes can attack. This speeds up the digestion process and improves gas yield. The moisture content of the pulp has an impact on how pumpable it is and the balance of dry matter in the digester. Most AD operators specify a range for the moisture content of the incoming feedstock. If the pulp is too wet, it will dilute the contents of the digester and decrease the efficiency of the retention time. If the pulp is too dry, it can cause problems with handling and uneven mixing inside the digestion vessel.
Energy Recovery and Biogas Production
Organic pulp from food waste has one of the highest biogas yields of any feedstock used in anaerobic digestion. Compared to agricultural slurries or energy crops, food waste usually produces much higher biogas yields. This makes it a very attractive feedstock for AD operators from an energy recovery point of view. This is why the quality of organic pulp produced by MRF and ERF processing equipment is so important — clean, well-processed pulp can command premium gate fees and long-term offtake agreements, while contaminated or inconsistent material may be rejected or only accepted at discounted rates.
The Major Hurdle in Food Waste Processing is Contamination
Ask any operator of food waste recycling equipment and they’ll tell you that contamination is the persistent problem that never completely disappears. It impacts the quality of the input, the rate at which the machine wears, the acceptability of the output, and ultimately the financial viability of the whole operation. Contamination management is not a one-time fix — it’s a continuous process that requires equipment that’s been well thought out, strict operational procedures, and a solid grasp of what’s coming in the door.
Typical Contaminants in Food Waste Streams
Depending on where it comes from, the contamination profile of a food waste stream can vary significantly. Municipal source-separated organics collections are often contaminated with high levels of plastic film, such as bags, wrapping, and flexible packaging that residents have mistakenly included. They can also contain glass, metal cans, and occasionally hazardous items like batteries or aerosols. Industrial and commercial food waste streams from supermarkets and food manufacturers are usually cleaner in terms of non-food items. However, they often come in complex multi-layer packaging formats that are more difficult to process without producing fine plastic fragments.
Physical contaminants pose the most immediate problem as they can directly damage the processing equipment. Hard objects such as stones, dense plastic blocks, or metal parts can jam or damage the rotor assemblies in depackaging machines. Chemical contamination from packaging materials, including PFAS compounds and ink residues, presents a longer-term risk to the quality of the output and the acceptability of the end use. This is more difficult to detect and harder to remedy once it has happened.
Contamination Risk Reduction Through Modern Equipment
Modern food waste recycling equipment has been designed to address contamination through mechanical design improvements and multi-stage processing. The rotor geometry in depackaging machines has been developed to open packaging cleanly rather than shred it. This important distinction prevents plastic films from breaking down into particles small enough to pass through output screens. Screen aperture sizing is carefully matched to the characteristics of the input material. Many systems now have adjustable parameters that can be tuned as the composition of the input stream changes over time. Downstream screening, density separation, and settling technologies like the Seditank provide additional layers of contamination removal beyond the depackaging stage. These collectively produce a consistently clean organic output, even when the quality of the input is variable.
Picking the Perfect Food Waste Recycling Equipment for Your Plant
Choosing the correct food waste recycling equipment isn’t as simple as picking an item from a catalog. What works for one facility may be completely wrong for another, depending on factors such as the characteristics of the input stream, the available space, the required quality of the output, and the economics of the local organics market. Making the right decision from the get-go avoids expensive retrofits and ensures the facility can meet the output specifications required by downstream processors like AD plants and composting operations. For more insights, explore our guide on food waste management.
Choosing the Right Equipment for Daily Waste Volume
When selecting equipment, the first thing to consider is throughput capacity. Depackaging systems are measured in tonnes per hour, and the ideal capacity for a facility is based not only on the average daily intake but also on peak intake volumes. In food waste processing, these can fluctuate greatly depending on the season, the day of the week, or the arrival of a large commercial contract load. If equipment is too small, it can cause bottlenecks that interfere with facility operations and limit commercial capacity. If it’s too large, it increases capital cost and may cause the equipment to run far below its optimal operating range, which can impact separation efficiency.
Before you settle on the equipment you need, it’s important to create a comprehensive intake profile. This should include not only average tonnages but also the distribution of daily highs and lows over a full operating year. This information enables equipment suppliers to suggest the right machine size and, if necessary, buffer storage capacity that evens out intake variability before the material gets to the processing line.
The design of the feed system is also crucial. Facilities with large in-ground feed bunkers, which can hold a large amount of material before it enters the processing line, have more flexibility in handling peak loads than those that depend on direct-feed configurations. For instance, the SMICON system includes in-ground mixing feed bunkers that can hold up to 50 cubic yards, enabling food waste collection trucks to unload directly without the need for the processing line to be operational at the time of delivery.
- Don’t just look at average daily throughput, consider peak intake — equipment must be able to handle your busiest days reliably
- Consider including buffer storage in your layout design — feed bunkers can help to reduce the impact of intake variability on the performance of your processing line
- Make sure you check the machine’s input flexibility — can it handle the full range of packaging formats present in your waste stream without the need for pre-sorting?
- Think about future volume growth — specify equipment with headroom for increases in throughput as collection contracts expand
- Check the maintenance downtime requirements — planned maintenance windows need to fit within your operational schedule without creating intake backlogs
Considering Output Quality Requirements
The quality requirements for output are set by whoever is buying or accepting the organic pulp downstream. AD plant operators have specific feedstock specifications — these typically cover moisture content, contamination thresholds (often expressed as percentage of dry matter), particle size, and sometimes biochemical parameters like volatile solids content. Composting facilities have different requirements, generally being more tolerant of moisture variation but stricter about physical contamination that could affect the marketability of finished compost. Before specifying equipment, facilities should have confirmed conversations with their intended output market to establish exactly what the organic pulp needs to look like — and then work backwards from those specifications to define the equipment configuration required to consistently meet them.
Considering Energy and Water Usage
Energy and water usage directly affect the operating costs of a food waste processing line, and are becoming increasingly important for its environmental credentials. Wet-process systems, which add water to facilitate separation, use significantly more water than dry-process systems like the Drycake Twister, which produces clean output streams without adding water. This is important not just for water costs, but also for effluent management — process water that has been in contact with food waste becomes contaminated and needs to be treated before it can be discharged, which adds to infrastructure costs and regulatory complexity. Energy usage varies depending on the type of machine, the volume of throughput, and the characteristics of the input material, but facilities should ask equipment suppliers for verified energy usage data — measured in kWh per tonne processed — and include this in their total cost of ownership calculations, along with capital costs and maintenance budgets.
Improved Organic Pulp Quality Benefits All Stakeholders
The organic pulp quality produced by a MRF or ERF doesn’t only impact the economics of the facility – it has a knock-on effect throughout the entire organics processing chain. AD plants receiving consistently clean, well-specified feedstock operate more efficiently, produce more biogas per tonne, and create digestate that can be safely used on agricultural land. Composting facilities receiving low-contamination organic input create finished compost that meets quality standards for commercial sale. Every increase in pulp quality at the processing stage results in real benefits for every subsequent step in the chain.
On the flip side, contaminated pulp also causes problems that multiply as they move downstream. Plastic fragments in digestate reduce its value for land application and create regulatory risks for AD operators. Physical contaminants in compost lower its market value and can harm the equipment of end users. PFAS compounds in either output material create long-term liability issues that are difficult and costly to address. The processing facility is the critical control point in this chain – the equipment it chooses and the operational standards it sets determine the maximum quality for everything that follows.
Investing in the right food waste recycling equipment is ultimately an investment in the integrity of the entire organics recovery system. Facilities that get this right don’t just process waste more efficiently — they become preferred suppliers to AD plants and composting operations, secure better long-term offtake agreements, and build the commercial foundation for a genuinely sustainable organics processing business. The equipment decisions made at the MRF or ERF level have consequences that extend far beyond the facility fence line.
Common Queries
Here are responses to the most frequently asked questions about food waste recycling machinery, the quality of organic pulp, and how these systems function in real-world settings at MRFs and ERFs.
What distinguishes a MRF from an ERF?
A MRF (Material Recovery Facility) is built to sort out and retrieve recyclable materials from mixed or source-separated waste streams, directing recovered materials to recycling markets. An ERF (Energy Recovery Facility) processes residual waste — material that cannot be economically recycled — and converts it into energy, typically through incineration with heat and power recovery. Both facility types increasingly incorporate food waste processing equipment: MRFs to recover organic material for composting or anaerobic digestion, and ERFs to remove high-moisture food waste from the residual stream before combustion, improving calorific value and energy recovery efficiency.
What is the ideal moisture content for clean organic pulp?
Most anaerobic digestion facilities require incoming feedstock moisture content to be between 70% and 85% by weight, although this can vary depending on the design of the digester and how it is operated. Composting operations generally prefer a lower moisture content, usually below 65%, to maintain aerobic conditions and a manageable windrow structure. Dewatering equipment in the processing line is used to adjust the moisture content after depackaging, with screw presses being the most commonly used technology to reduce moisture to the desired level. Facilities should check the exact moisture requirements with their intended output market before they finalize their dewatering equipment specification.
Do depackaging machines accommodate all types of food packaging?
Most up-to-date depackaging machines are built to accommodate a variety of packaging formats, such as rigid plastic containers, glass jars, metal cans, flexible plastic films, multilayer pouches, cardboard cartons, and vacuum-sealed bags. However, the performance does differ depending on the type of packaging — rigid containers with clear failure points are usually processed more cleanly than complex multilayer flexible packaging, which can break into pieces rather than cleanly rupture under mechanical action. Facilities should provide equipment suppliers with representative samples of their expected input packaging mix during the specification process to ensure that the chosen machine can accommodate all the formats in their waste stream without excessive contamination of the organic output.
Can smaller facilities use food waste recycling equipment?
Yes, food waste recycling equipment is suitable for smaller facilities. The equipment is available in a variety of throughput capacities. Some manufacturers offer compact or modular configurations that are specifically designed for smaller operations. A food service business, small municipality, or mid-sized food manufacturer that generates lower volumes of food waste can use depackaging and separation technology that is scaled to their needs. This can be done without the capital cost of a full industrial processing line. The main consideration for smaller facilities is often the economics of the output. Smaller volumes of organic pulp may not justify a direct relationship with an AD plant. In this case, the facility may need to aggregate output with other producers or work through an intermediary processor.
What becomes of the packaging waste that is separated during the depackaging process?
Once the organic fraction has been separated and reclaimed, the remaining packaging material undergoes a pressing process to remove any residual organics from its surface and internal structure. This pressing process is crucial for two reasons: it recovers additional organic material that would otherwise be wasted, and it creates a drier, cleaner packaging fraction that is easier to manage and more appealing to downstream processors.
What recycling path the separated packaging fraction can take is determined by its composition. Conventional materials recycling may be suitable for rigid plastic containers, glass, and metal cans that have been cleanly separated and pressed. Flexible multilayer packaging is more difficult — most grades of multilayer film are not currently accepted by standard plastic recycling infrastructure and may need to be directed to specialist recycling streams or, in some cases, energy recovery.
Regardless of the situation, the packaging portion that comes out of a depackaging procedure is always cleaner and drier than it was when it went in. This makes it a higher-quality material for any downstream process that it goes to. Facilities need to have clear disposal or recycling routes for the packaging portion as part of the design for their overall processing line. They also need to factor in any gate fees or recycling revenues from this stream when they are doing their financial modeling.
Rules and regulations about packaging waste disposal differ depending on the area and are changing quickly as extended producer responsibility (EPR) legislation is put into place in more markets. Facilities should check the current rules and regulations in their operating area with their waste management advisor or equipment supplier, as this may change which disposal routes are legally allowed for different packaging material types.
- Hard plastics — generally appropriate for conventional plastics recycling after cleaning and pressing
- Glass containers — recovered as cullet for glass recycling where collection infrastructure is available
- Metal cans and foil — high recycling value; most metal recyclers accept food-contact metal after pressing
- Flexible multilayer films — specialist recycling required; energy recovery may be the most practical current option
- Cardboard and paper packaging — recyclable if contamination levels are below threshold; wet cardboard may need to go to energy recovery
- Composite packaging (e.g., Tetra Pak) — specialist recycling infrastructure required; availability varies significantly by region
Working with an informed equipment and waste management partner is the most effective way to navigate the packaging fraction disposal question. The right supplier will have established relationships with downstream processors for each packaging material type and can help facilities maximize the commercial value of the packaging fraction rather than simply treating it as a waste disposal cost. For more information, you can explore Scott Equipment Company’s depackaging systems.
Discover more from IPPTS Depackaging Equipment Insights
Subscribe to get the latest posts sent to your email.