

Advertisement Feature
This article was produced with commercial support from the supplier of the Drycake Twister™ depackaging system. It discusses the principles and claimed benefits of low-fragmentation food waste separation (depackaging and separation). Equipment buyers should verify performance using representative feedstock trials and compare suitable alternatives before making a procurement decision.
Efficient Depackaging Technology for Food Waste and Resource Recovery
Efficient depackaging technology should do much more than break open food packages and force the contents through a screen.
A well-designed system should recover a clean organic fraction for anaerobic digestion or another suitable biological process while producing a packaging reject that contains as little food and water as practicable.
The condition of both outputs matters.
If packaging is aggressively shredded or milled, small plastic fragments may pass into the recovered organic pulp. If too much food remains attached to the rejected packaging, valuable anaerobic digestion feedstock and potential biogas yield are lost.
The central objective should therefore be:
Release the food while retaining the packaging in the largest practicable pieces.
This article explains why low-fragmentation depackaging deserves greater consideration and examines the approach used by the Drycake Twister™ depackaging system.
Key Takeaways
- Depackaging should produce both a clean organic fraction and a clean, usable packaging reject.
- Throughput and food (organics) recovery percentages do not, by themselves, demonstrate good separation.
- Aggressive shredding, milling and high-speed impact can fragment packaging and increase the risk of plastic contamination in recovered organics.
- Keeping packaging comparatively intact makes it easier to screen, inspect, sort and recover.
- Food retained in the reject represents lost feedstock and will reduce the potential energy recovered by anaerobic digestion.
- Clean, relatively dry packaging rejects may be suitable for further sorting, metal recovery, recycling or production of RDF or SRF, depending on local markets.
- The Drycake Twister uses a vertical vortex-based separation process rather than relying on conventional hammermill-style pulverisation.
- Every equipment purchase should be supported by representative trials using the buyer’s actual waste.
- The 2026 version of the Drycake Twister has been further improved with an open floor design to eliminate the possibility of screen clogging entirely.
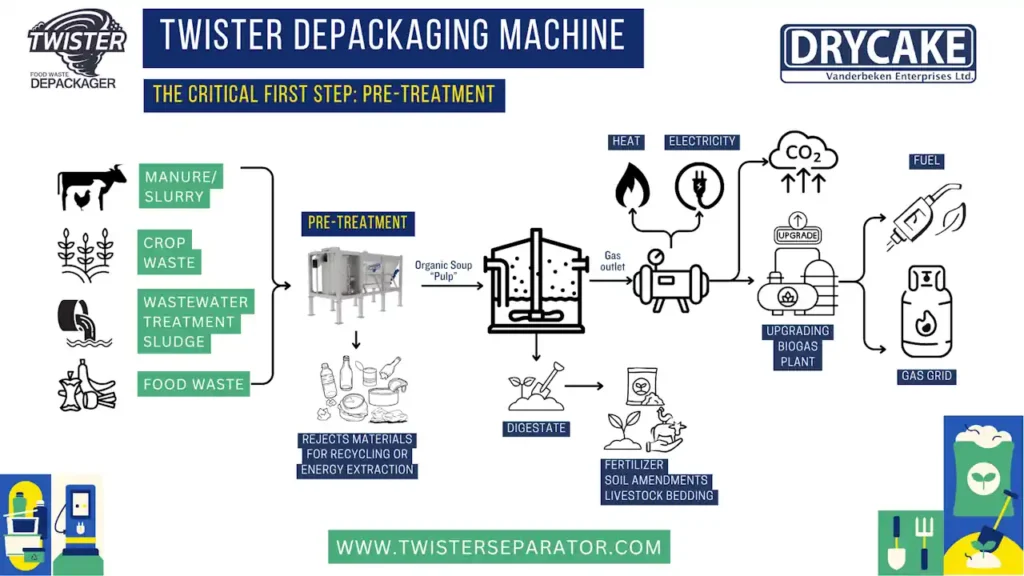
What Is Food Waste Depackaging?
Food waste depackaging is the mechanical separation of organic material from the packaging in which it is contained.
Typical feedstocks include out-of-specification, mislabelled, or date-expired:
- Supermarket products
- Food-manufacturing batches
- Damaged packaged food
- Bakery and dairy waste
- Packaged fruit and vegetables
- Canned food
- Bottled and cartoned drinks
- Ready meals
- Commercial and household food waste containing packaging
The process normally creates two principal output streams:
- An organic-rich fraction intended for anaerobic digestion, composting or another authorised treatment process.
- A packaging-rich reject containing plastic, metal, card, glass, grit and other non-organic materials.
A depackager should not be judged solely by how much material passes through its screen. A high apparent recovery rate is of limited value if the organic output contains plastic fragments or the reject remains heavily coated with food.
Why Traditional Depackaging Can Be Inefficient
Many established depackaging machines were developed around relatively simple principles:
- Break the packages open
- Reduce the contents and packaging in size
- Force the softer organic material through a screen
- Discharge the retained packaging as a “rejects” output stream
This approach can achieve high throughput and may be suitable for some feedstocks. However, aggressive impact, hammering, crushing or milling can create several disadvantages.
These may include:
- Fragmentation of plastic films and rigid containers
- Small plastic particles passing into the organic pulp
- Fibres becoming detached
- Higher wear rates
- Fine contaminants becoming harder to screen
- Dirty packaging rejects containing retained food
- Reduced opportunities for further sorting
Size reduction is necessary in some recycling processes. However, where the principal objective is to separate food from packaging, unnecessary pulverisation should be avoided.
The packaging does not need to be converted into small flakes merely to release the organic contents.

The Origins of Conventional Separation Equipment
Much early waste-processing equipment adapted principles developed in other industries, including:
- Quarrying and mineral processing
- Agricultural machinery
- Pulp and paper processing
- Rendering
- Wastewater screening
- Food manufacturing
Drums, screens, paddles, crushers, mills and air classifiers were frequently adapted to handle mixed waste.
These machines often focused on particle-size classification rather than cleanly separating soft organic matter from flexible packaging.
That distinction is important.
A quarry screen is intended to classify mineral particles according to size. A food waste depackager must instead separate materials with very different physical properties while minimising contamination of both output streams.
Modern specialised depackagers are therefore moving away from the assumption that extensive size reduction must precede effective separation.
Avoiding Unnecessary Microplastic Creation
Plastic packaging becomes much harder to remove once it has been broken into fragments smaller than the separator’s screen apertures.
A screen can retain an intact piece of film or a complete container. It cannot reliably retain every small fragment already created by the machine.
This creates a fundamental limitation for aggressive depackaging systems.
Even when the organic pulp looks uniform, it may contain:
- Small film fragments
- Plastic fibres
- Detached labels
- Pieces of brittle trays
- Laminated packaging particles
- Metal shards, including heavy metals such as zinc, from corrosion protection coatings on cans and tins.
These contaminants can enter:
- Anaerobic digester reactor tanks
- Pumps and pipework
- Digestate separation systems
- Liquid and fibre digestate
- Compost
- Agricultural soils
Low-fragmentation depackaging cannot guarantee that every microscopic plastic particle will be eliminated. However, keeping packaging comparatively intact provides an important preventive advantage.
Larger packaging pieces are easier to identify, screen and recover than particles dispersed throughout a wet organic slurry.
The Two-Output Principle
The success of a depackaging system should be assessed by examining both outputs.
Output 1: The Organic Fraction
The recovered food fraction should ideally be:
- High in biodegradable organic matter
- Low in plastic and other physical contaminants
- Suitable for pumping or transport
- Compatible with the receiving anaerobic digestion plant
- Free from grit, glass and metal
- Produced without unnecessary dilution
Output 2: The Packaging Reject
The rejected packaging should ideally be:
- Low in retained organic matter
- Relatively dry
- produced without added water unless that water is required for the next process
- Discharged in recognisable pieces for picking or robotic sorting
- Suitable for further mechanical or manual sorting
- Capable of entering the best locally available recovery route
A machine that creates clean pulp but loses excessive food with the reject is inefficient.
A machine that achieves high food recovery but contaminates the pulp with fragmented plastic is also inefficient.
The best process balances organic recovery, pulp purity, and reject cleanliness.
Organic Loss in Packaging Rejects
Conventional screens and air classifiers can remove a high percentage of visible plastic while still discharging packaging coated with organic material.
This creates several problems.
Food retained in the reject:
- Reduces the quantity delivered to anaerobic digestion
- May reduce potential biogas production
- Raises the moisture content of the reject
- Increases odour
- Attracts insects, birds and vermin
- Adds transport weight
- Reduces the calorific value of plastic-rich fuel
Published research has shown that significant quantities of organic matter can remain associated with plastic films removed from biowaste by conventional separation methods.
However, the mass of organic matter lost should not automatically be treated as an identical percentage loss of methane yield. The actual biogas loss depends on:
- The volatile-solids content
- The type of food present
- Its biochemical methane potential
- The moisture content
- The amount of material genuinely available for digestion
Nevertheless, any substantial organic loss in the reject can have a direct commercial effect on an anaerobic digestion facility.
Operators are paying to receive, process and transport food waste. Valuable feedstock should not then be discarded with the packaging merely because the separation stage is unable to detach it effectively.
The Economic Importance of Cleaner Separation
Depackaging performance can affect the economics of a food waste recycling plant in several ways.
More Recoverable Organic Feedstock
Improved separation can increase the quantity of organic material sent to the digester rather than lost with the reject.
Reduced Disposal Weight
Cleaner, drier packaging rejects weigh less than rejects carrying food and process water.
Higher Fuel Value
Where local regulations and markets permit, a dry plastic-rich reject may be suitable for RDF or SRF production.
Food and moisture reduce calorific value, while clean plastic generally increases it.
Improved Sorting Opportunities
Larger, recognisable pieces of packaging can be placed on a sorting conveyor for:
- Metal recovery
- Container sorting
- Polymer identification
- Removal of unsuitable items
A stream of tiny mixed plastic fragments is far more difficult to sort.
Lower Downstream Maintenance
Reducing plastic, metal, glass and grit in the organic fraction can protect:
- Pumps
- Mixers
- Heat exchangers
- Valves
- Pipework
- Digesters
- Digestate separators
Mechanical Separation Without Excessive Grinding
Mechanical separation does not necessarily require aggressive particle-size reduction.
Modern depackaging can use differences in:
- Density
- Flexibility
- Shape
- Particle behaviour
- Momentum
- Screenability
- Response to vortex or centrifugal forces
The aim is to encourage soft organic material to separate from the packaging while retaining the packaging as a recognisable reject.
This principle is particularly important for:
- Flexible plastic films
- Carrier bags
- Pouches
- Labels
- Thin trays
- Composite packaging
These materials can fragment rapidly when exposed to high-speed cutting, milling or hammer action.
The Drycake Twister Low-Fragmentation Approach
![]()
The Drycake Twister™ was developed to separate packaging from food and other organic materials without relying on conventional hammermill-style pulverisation. When used in conjunction with the Dyrcake Seditank™, the low quantity of plastic particles that remain, along with grit and other heavy contaminants of the organic fraction, are also substantially removed.
The system uses a vertical separation chamber containing a screened drum and an internal rotating spindle. The movement of material within the chamber creates a vigorous vortex action that encourages the organic contents to separate from their packaging.
The organic fraction passes through the screening area, while the packaging is retained and discharged separately through a tangential vortex outlet.
This approach is intended to:
- Release food from flexible and rigid packaging
- Keep packaging pieces comparatively large
- Reduce the production of small plastic fragments
- Recover a clean organic fraction
- Produce a cleaner and drier reject
- Avoid the need for aggressive pre-shredding in suitable applications
The supplier reports installations processing commercial, institutional and household food waste, including systems configured for direct loading and site-specific reception arrangements.
As with all depackaging systems, claimed performance should be confirmed through a controlled trial using representative feedstock.
Why the Twister Reject Stream Matters
A major argument in favour of low-fragmentation separation is the potential quality of the packaging reject.
The Drycake supplier reports that Twister rejects can achieve:
- Low retained compostable material
- High calorific value
- Comparatively clean plastic packaging
- Pieces large enough for further sorting
These are supplier performance claims and results will depend on:
- The incoming waste composition
- The proportion of plastic, metal, glass and card
- The moisture content
- The machine configuration
- The screen arrangement
- The operating settings
- Any downstream treatment stages
Nevertheless, the principle is sound: packaging rejects should be treated as a potentially recoverable resource rather than automatically accepted as a dirty disposal residue.
Can the Packaging Be Recycled?
Clean packaging does not automatically become a marketable recycled plastic.
Food packaging can contain:
- Polyethylene film
- Polypropylene
- PET
- Black plastic
- Multilayer laminates
- Foil-lined pouches
- Paper and card
- Metal cans
- Labels and adhesives
Mixed packaging may require further:
- Sorting
- Washing
- Metal separation
- Optical identification
- Polymer separation
- Quality testing
The best available outlet depends on local facilities and markets.
Potential routes include:
- Reuse, where any component remains suitable
- Material recycling of separated polymers or metals
- Further sorting and processing
- Production of RDF or SRF
- Energy recovery
- Disposal as a last resort
In regions with established SRF markets, a clean and dry plastic-rich reject may have significant value as a fuel because of its high calorific content.
That opportunity is lost when the reject is heavily contaminated with wet food.
Supporting Anaerobic Digestion
The organic fraction recovered by depackaging can provide a valuable feedstock for anaerobic digestion.
Inside the digester, microorganisms convert biodegradable organic material into:
- Methane-rich biogas
- Carbon dioxide
- Digestate containing plant nutrients and residual organic matter
Biogas may be used for:
- Combined heat and power generation
- Boiler fuel
- Biomethane production
- Gas-grid injection
- Vehicle fuel
However, effective anaerobic digestion depends on feedstock quality.
Packaging contamination can:
- Accumulate in reception tanks
- Block pumps and screens
- Wrap around mixers
- Reduce effective digester capacity
- Increase cleaning frequency
- Contaminate digestate
- Increase disposal costs
The depackaging stage should therefore be treated as part of the AD plant’s feedstock-quality control system, not merely as a preliminary waste-handling operation.
Digestate Quality and Agricultural Land
Plastic that enters an anaerobic digester does not simply disappear.
Some pieces may be removed by downstream screens, but smaller fragments can remain within liquid or fibre digestate.
Where digestate is applied to farmland, those particles may be transferred to soil.
This is one reason why contamination prevention at the depackaging stage is preferable to attempting to remove small plastic particles after digestion.
Clean feedstock supports:
- Higher-quality digestate
- Greater confidence among farmers
- Improved regulatory compliance
- Reduced risk of visible litter on land
- Lower long-term microplastic contamination
Water Consumption and Dilution
Water may help release sticky food from packaging and make the organic fraction easier to pump.
However, excessive water addition can create hidden costs.
Additional water may:
- Increase slurry volume
- Reduce effective digester capacity
- Increase pumping requirements
- Increase heating demand
- Raise tanker transport costs
- Increase wastewater-treatment requirements
Equipment buyers should establish:
- How much fresh water is needed per tonne
- Whether process water can be recirculated
- Whether quoted recovery performance depends on dilution
- How water affects reject moisture
- Whether additional grit removal is needed
A separator should not achieve an apparently high organic recovery merely by washing large amounts of water through the reject.
Grit, Glass and Heavy Contaminants
Food waste may contain more than plastic packaging.
Potential contaminants include:
- Glass fragments
- Metal cutlery
- Stones
- Sand
- Bones
- Ceramics
- Small batteries
- Dense packaging components
These materials can damage pumps and accumulate in tanks.
Drycake also promotes the Seditank™ as a downstream grit-removal and floating-plastics removal stage for food waste, manure and wastewater applications.
A complete depackaging installation may therefore require more than one separator. Depending on the feedstock, the line may include:
- Reception and inspection
- Depackaging
- Magnetic metal removal
- Grit separation
- Secondary screening
- Reject dewatering
- Organic slurry conditioning
The correct arrangement depends on the contaminants actually present.
Throughput Is Not the Only Performance Measure
Depackaging equipment is often promoted according to tonnes processed per hour.
Throughput matters, but it should never be the only procurement criterion.
A machine processing 20 or 25 tonnes per hour may perform poorly if it:
- Loses substantial food in the reject
- Produces contaminated pulp
- Consumes excessive water
- Requires frequent stoppages
- Creates a wet reject
- Generates fine plastic fragments
Buyers should measure:
- Organic recovery: The proportion of available food entering the organic output.
- Pulp purity: The mass and size distribution of packaging contamination in the recovered organics.
- Organic loss: The food remaining with the packaging reject.
- Reject moisture: The water and slurry carried out with the packaging.
- Packaging integrity: Whether rejects remain in sortable pieces or are pulverised.
- Water consumption: The water added per tonne processed.
- Energy consumption: The electrical demand per tonne.
- Reliability: Stoppages, cleaning time and maintenance requirements.
- Wear: Expected component life and replacement cost.
- Downstream suitability: Whether both outputs meet the receiving facilities’ requirements.
Representative Trials Are Essential
No depackaging machine should be selected solely from brochures, videos or a supplier demonstration using carefully chosen products.
The trial material should represent the buyer’s normal and difficult loads.
It should include realistic proportions of:
- Flexible film
- Rigid containers
- Tins
- Cartons
- Bottles
- Wet food
- Dry food
- Frozen products
- Viscous products
- Glass and grit where relevant
Both output streams should be sampled and weighed.
The test should also record:
- Feed rate
- Water addition
- Power demand
- Downtime
- Blockages
- Cleaning requirements
- Operator intervention
Where major capital expenditure is involved, independent sampling and analysis should be considered.

Why Low-Fragmentation Depackaging Deserves Attention
The strongest argument for modern low-fragmentation depackaging is not that every alternative machine is obsolete or unsuitable.
It is that equipment selection should now consider environmental consequences that were previously overlooked.
These include:
- Microplastic creation
- Digestate contamination
- Loss of food with rejects
- Water consumption
- Reject calorific value
- Further sorting potential
- Whole-life energy use
Older systems were often selected primarily for:
- Low capital cost
- High nominal throughput
- Simple construction
- A large installed base
Those factors remain relevant, but they do not prove superior separation.
Systems such as the Drycake Twister™ deserve serious consideration because they are designed around the principle of releasing food without unnecessarily grinding the packaging.
Benefits Claimed for the Drycake Twister
Subject to the nature of the feedstock and the configuration selected, the supplier identifies potential benefits including:
- High recovery of organic material
- Low physical contamination in the organic output
- Reduced creation of small plastic fragments
- Cleaner packaging rejects
- High-calorific-value reject material
- Reduced organic loss
- Compatibility with food waste and source-separated organics
- Custom loading and discharge arrangements
- Integration with grit-removal and slurry-handling equipment
These potential benefits should be verified for the proposed application.
Performance on supermarket food, municipal organics, canned products, bottled liquids and mixed commercial waste may differ significantly.
Who Should Consider This Type of System?
Low-fragmentation depackaging may be particularly relevant to:
- Anaerobic digestion plant operators
- Food waste recycling companies
- Supermarket distribution centres
- Food and beverage manufacturers
- Rendering businesses
- Municipal organics processors
- Waste-transfer facilities
- Companies seeking a cleaner RDF or SRF reject
The strongest applications are likely to be those in which:
- Pulp purity is commercially important
- Digestate contamination must be minimised
- Packaging rejects have a viable recovery outlet
- Plastic fragmentation creates downstream difficulties
- Organic losses materially affect biogas income
Conclusion
Efficient depackaging is not simply a matter of breaking packages and forcing food through a screen. The process must recover as much usable organic material as practicable while preventing plastic, metal, glass and other contaminants from entering the resulting pulp.
The packaging reject output stream is equally important. When it leaves the machine wet, heavily coated with food or reduced to small mixed fragments, it becomes costly to transport and difficult to recover. By contrast, larger and cleaner packaging pieces can be inspected, sorted and directed towards material recycling, metal recovery, RDF, SRF or another appropriate outlet.
Aggressive shredding and milling may remain suitable in some waste-processing applications, but unnecessary particle-size reduction is difficult to justify where the objective is to separate food from packaging. Once plastic has been converted into fine fragments and mixed with wet organic material, its removal becomes significantly more difficult.
The Drycake Twister promotes a different approach. Its vertical vortex-based process is intended to release organic contents without relying on conventional hammermill-style pulverisation, producing a clean organic fraction and a comparatively intact packaging reject.
That design principle has clear potential benefits for anaerobic digestion plants, particularly where operators are seeking to protect pumps and tanks, improve digestate quality, recover more feedstock and create a more useful reject stream.
No machine should be selected on promotional claims alone. Buyers should conduct representative trials, sample both outputs, record water and power consumption and establish reliable destinations for the recovered organics and packaging.
Where those trials confirm the supplier’s claims, low-fragmentation systems such as the Twister may offer a more resource-efficient alternative to conventional depackaging processes that depend heavily on grinding and impact.
Frequently Asked Questions
What is efficient depackaging technology?
Efficient depackaging technology separates food or other organic material from packaging while recovering a clean organic fraction and minimising food loss in the reject.
Why should plastic packaging remain as intact as possible?
Larger packaging pieces are easier to screen, inspect and sort. Small fragments may pass into organic pulp and subsequently contaminate anaerobic digesters, digestate or compost.
Does every depackaging machine create microplastics?
Any mechanical process can produce some wear or fragmentation. However, machines that avoid aggressive shredding and milling may substantially reduce the creation of small plastic particles.
How does the Drycake Twister work?
The Twister uses a vertical screened chamber and a rotating internal mechanism to create vortex-based separation. The organic material passes through the screen while packaging is retained and discharged separately.
Does the Twister shred the packaging first?
The system is promoted as avoiding aggressive pre-shredding in suitable applications. The exact processing arrangement should be confirmed for the proposed feedstock.
Can recovered packaging be recycled?
Some packaging may be recyclable after further sorting and cleaning. There is a strong UK market for clean PET milk bottles. Mixed or composite materials may instead be suitable for RDF, SRF or energy recovery, depending on local facilities and regulations.
Why is reject moisture important?
Wet rejects are heavier, more odorous and more costly to transport. Moisture and retained food can also reduce their value as a fuel or recyclable material. The fact is that reject output stream moisture that invariably contains organic matter is a double loss. Lost food waste for biogas energy production, and lost revenue from the sale of RDF or SRF when moisture reduces the calorific value during incineration.
Can depackaged food be used in anaerobic digestion?
Yes, and it is recommended on sustainability grounds, provided the organic fraction meets the receiving plant’s feedstock requirements and applicable regulatory and hygiene standards.
Does higher throughput mean better performance?
No. Throughput must be considered alongside pulp purity, organic recovery, reject cleanliness, water consumption, energy demand, reliability and maintenance.
How should a depackaging machine be selected?
The buyer should conduct controlled trials using representative waste, sample both output streams and compare whole-life operating performance rather than relying solely on supplier literature.
Find Out More
Further information about the system, applications and supplier performance claims is available from the Drycake Twister™ depackaging and separation website.
[Published May 2024. Rewritten June 2026.]
Discover more from IPPTS Depackaging Equipment Insights
Subscribe to get the latest posts sent to your email.




I like this web blog it’s a master piece!
Glad I detected this.